
И. Г. Шаров
Очень часто радиолюбителю приходится производить измерения диаметра проволок или отверстий «на-глаз», а достать микрометр или еще какой-либо прибор часто негде, да и не по карману. Описываемый ниже прибор при тщательном изготовлении легко может удовлетворить требованиям радиолюбителя, а стоимость его будет зависеть от наличия материалов. В учебниках физики прибор носит название «масштаб с нониусом», техническое его название штанген-циркуль или просто штанген.
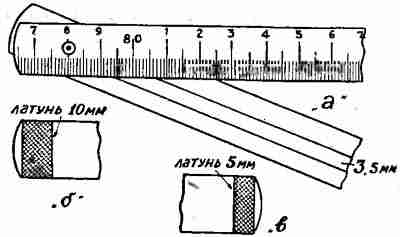
Рис. 1.
Для основной линейки прибора возьмем два звена от складного метра, имеющих миллиметровые деления. Звенья нужно взять с таким расчетом, чтобы на одном из них деления начинались с какого-либо десятка в 3-х—3½ см от левого конца (рис. 1-а). Цифру десятка счистим, оставим только 0 (ноль), отсюда будет начало делений нашего прибора. Второе звено при складывании должно заходить сзади первого, в нем вдоль нужно пропилить паз шириной 3,5 мм и длиной во все звено. (Лишь бы не развалилось в склепке.) После этого звенья прилегающими сторонами склеиваются вместе. Из полмиллиметровой латуни вырезаются две полоски — одна шириной 10 мм, другая — 5 мм, и такой длины каждая, чтобы они при сгибании плотно обхватили склеенную линейку. Согнутые по форме линейки они надеваются — широкая на левый (рис. 1-б), а узкая — на правый конец основной линейки (рис. 1-в), и концы запаиваются.
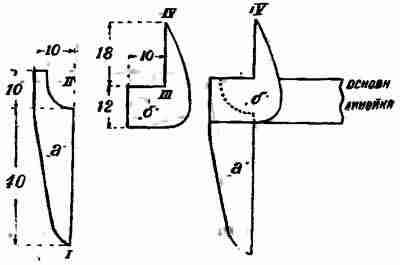
Рис. 2.
После этого, из 2-х мм латуни вырезаются детали «а» и «б», рис. 2. Деталь «а» припаивается к левому (широкому) латунному концу на основной линейке, а деталь «б» напаивается поверх ее (см. рис. 2). Необходимо проследить, чтобы линии I—II детали «а» и III—IV детали «б» были на одной прямой (I—IV рис. 2). При напаивании нужно проверить угольником правильность положения деталей «а» и «б». Для нониуса из 2-х мм латуни выпилим фигуру, показанную на рис. 3. Края фигуры по линиям а—б и в—г сгибаем, а в точках 00 просверливаем отверстия диаметром по диаметру скрепляющего болтика. Окошечко «д» делается такой величины, чтобы внизу (или вверху, смотря где на основной линейке они расположены) свободно можно было читать деления, а в длину — чтобы захватить 2,5—3 сантиметра. Ширина б—г зависит от ширины основной линейки, она должна быть шире ее на 2—3 мм.
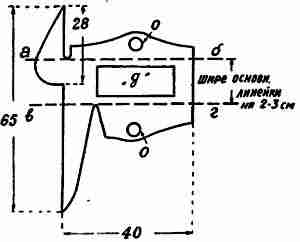
Рис. 3.
Затем приступим к нанесению делений на нониус. Для этого на клетчатой бумаге проведем отточенным карандашом линию, равную точно 9 мм (рис. 4—I), и из точек А и В проведем две наклонные линии А—С и В—D, на них нанесем 10 делений через 1 мм и соединим деления, как указано на рисунке. Таким образом 9-мм линия будет разделена на 10 частей. Теперь нужно у окошечка «g» нониуса одну продольную сторону, ту, которая будет прилегать к делениям, спилить внутрь на-нет и перенести на это место деления с бумаги, углубив их хотя бы перочинным ножом (рис. 4—II). Начало делений на нониусе при наложении его на основную линейку должно совпасть с 0 (нулем) на ней (рис. 6—б).
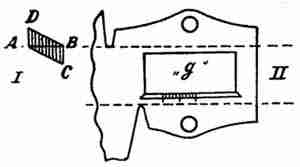
Рис. 4.
Теперь приготовим детали I, II и III—рис. 5; две из них — I и II являются пружинами, а III — вставляется в продольный паз на «тыльной» стороне основной линейки и должна быть такой длины, чтобы в изгиб «в» прошел скрепляющий болтик, а другой конец был «заподлицо» с концом основной линейки. Эта деталь служит для измерения глубин отверстий.
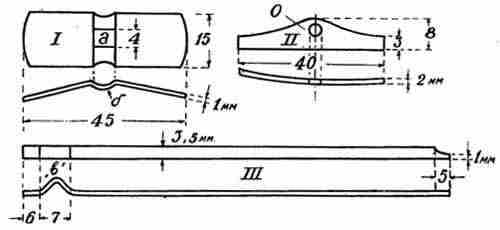
Рис. 5.
Отверстие «а» в пружине I делается таких размеров, чтобы в него свободно вошел изгиб «в» III детали. Изгиб «б» пружины I делается по диаметру скрепляющего болтика, такой же величины делается отверстие «о» в пружине II.
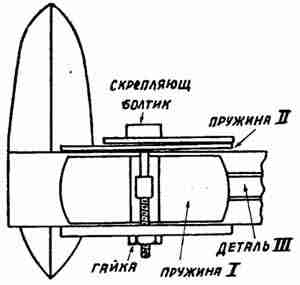
Рис. 6a.
Когда изготовлены все части, приступим к сборке прибора. На основную линейку кладем нониус так, чтобы линейка поместилась между отогнутыми его краями. Между линейкой и краем нониуса вставляем пружинку II так, чтобы отверстия их совпали. В паз на обратной стороне линейки вкладываем деталь III — рис. 5, поверх ее кладем пружинку I (рис. 5) так, чтобы в отверстие «а» взошел изгиб «b», и все скрепляем болтиком, в качестве какового может служить обыкновенный контакт достаточной длины. Рис. 6-а, показывает обратную сторону штанген-циркуля со всеми частями, рис. 6-б дает лицевой вид собранного прибора, видно положение делений нониуса при закрытом приборе.
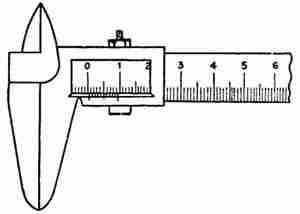
Рис. 6б.
1. Нужно измерить диаметр проволоки. Для этого проволоку зажимаем между концами А и В (рис. 7-а) и смотрим, на каком делении основной линейки остановилась крайняя левая черта делений нониуса. По рис. 7-а видим, что крайняя левая черта нониуса стоит после 5-го миллиметрового деления; значит, полных мм пройдено 5. Теперь посмотрим, какая черта делении нониуса точно совпала с каким-либо делением на основной линейке; в нашем примере совпала 5-я черта, значит, десятых долей мм 5, а всего 5,5 мм, — таков диаметр проволоки.
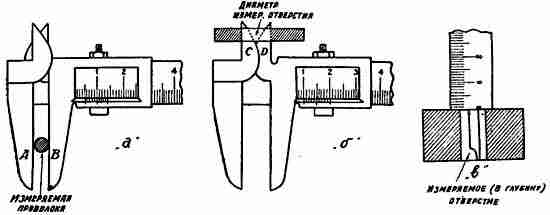
Рис. 7.
2. Для измерения диаметров отверстий нужно концы С и D ввести в отверстие, развести штанген на столько, чтобы они уперлись в стенки отверстия, и отсчитать деления, как в первом примере. На рис. 7-б показано измерение диаметра.
3. Для измерения глубин отверстий пользуемся выдвижной деталью III (рис. 5); для этого опускаем ее конец до дна отверстия, а нижний конец основной линейки упираем в верхний край отверстия (рис. 7-в). Отсчет делений — как в первом примере.
В заключение отметим, что приведенные размеры (везде в мм) вовсе не обязательны и зависят от размеров основной линейки. Точность десятичных показаний зависит от того, насколько точно сделаны и нанесены деления нониуса.